Olin Self Study (OSS) is a graduation requirement for all Olin students. An OSS is an opportunity for students to go in depth into a topic that they are interested in. My OSS focuses on learning advanced machine shop techniques and putting these new skill together to create a Tesla Turbine.
NOTE: This website is being updated as I work on the project. Come back for more!
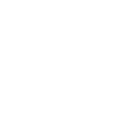
Nikolai Tesla patented the bladeless tubine in 1913. While conventional turbines have blades that fluid pushes on to turn, the Tesla Turbine uses flat disks and the boundary layer effect to create a spinning motion. The fluid is pumped parallel to the blades and the viscosity of the fluid drags the disks around. Tesla believed that his turbine would be more efficient than conventionial turbines but did not have the manufacturing capabilities to prove the efficiency during his time. Efficiency of the Tesla Turbine today is estimated to have a maximum of 95%.
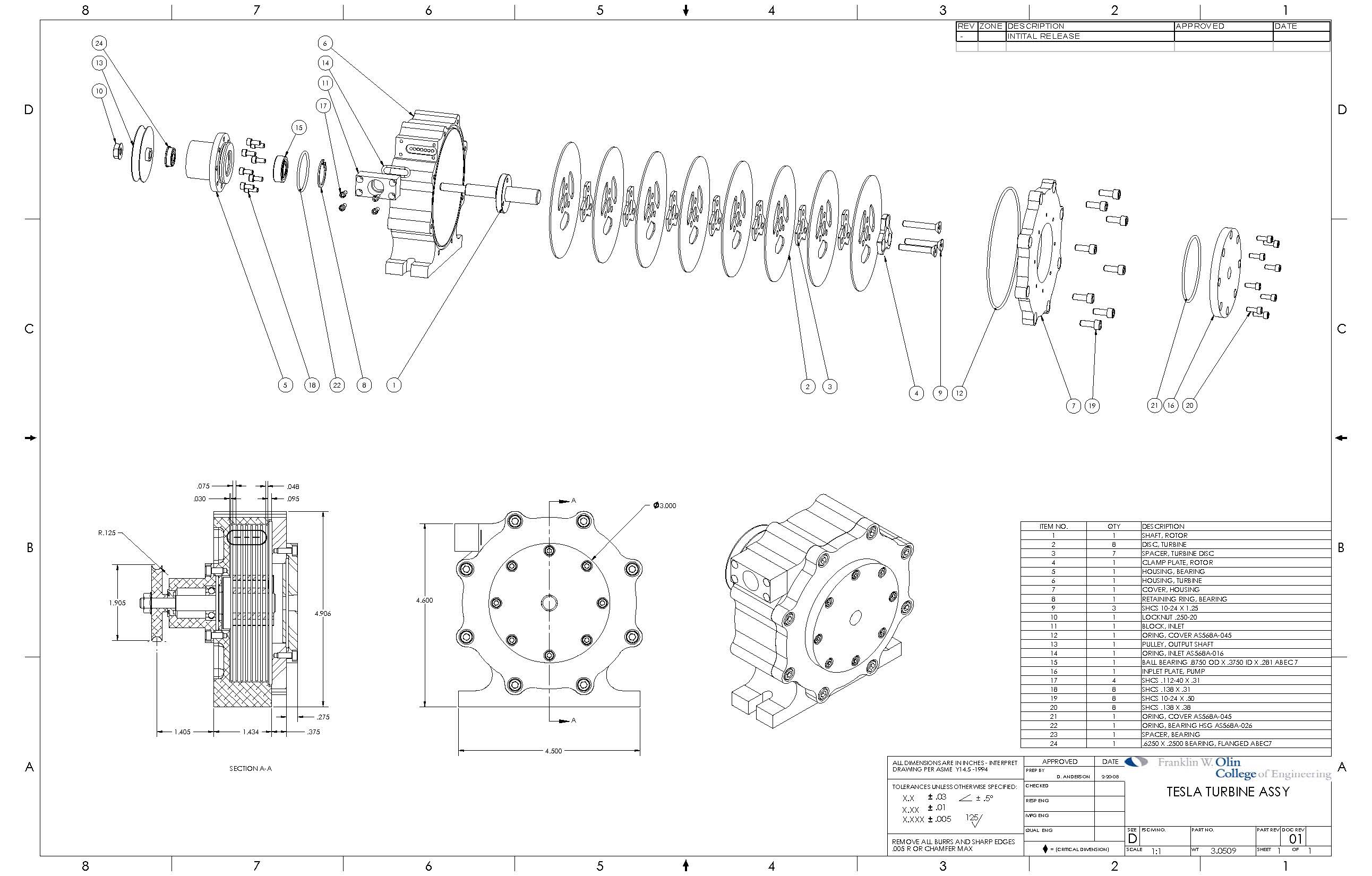
1. Cut Aluminum bar stock to 1.5" x 1" x 0.75".
2. Machine outer dimensions.
3. Drill 4X 0.129" holes.
4. Drill 0.438" holes.
5. Counterbore 4X 0.219".
6. Tap 1/4-18 NPT.
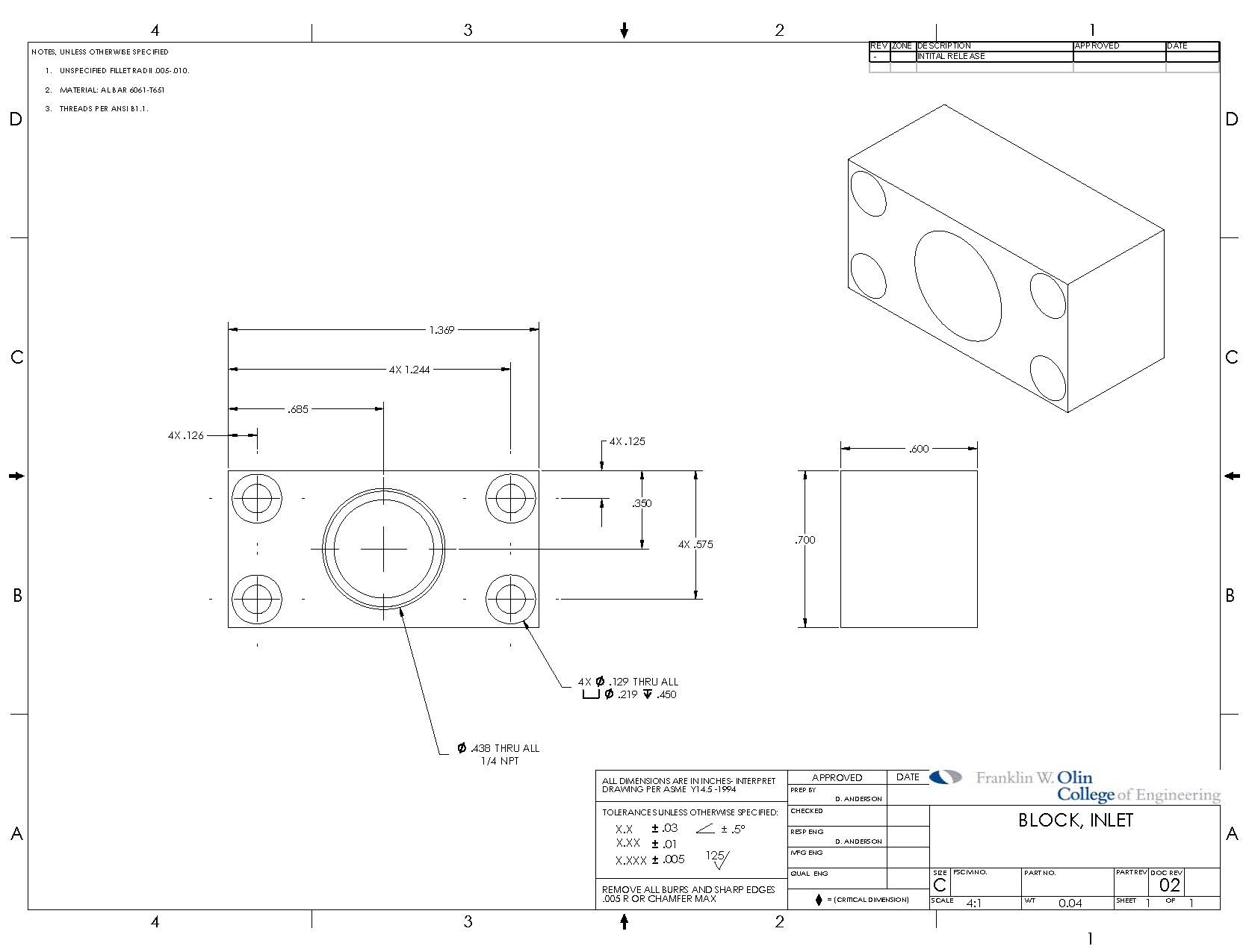
1. Cut 0.375" thick clear polycarbonate stock to 5" x 5".
2. Clamp polycarbonate to fixture.
3. Drill 8X 0.107" holes.
4. Drill 8X 0.201" hole.
5. Counterbore 8X 0.375".
6. Machine center hole.
7. Bolt piece to fixture through outer bolt circle.
8. Machine outer profile.
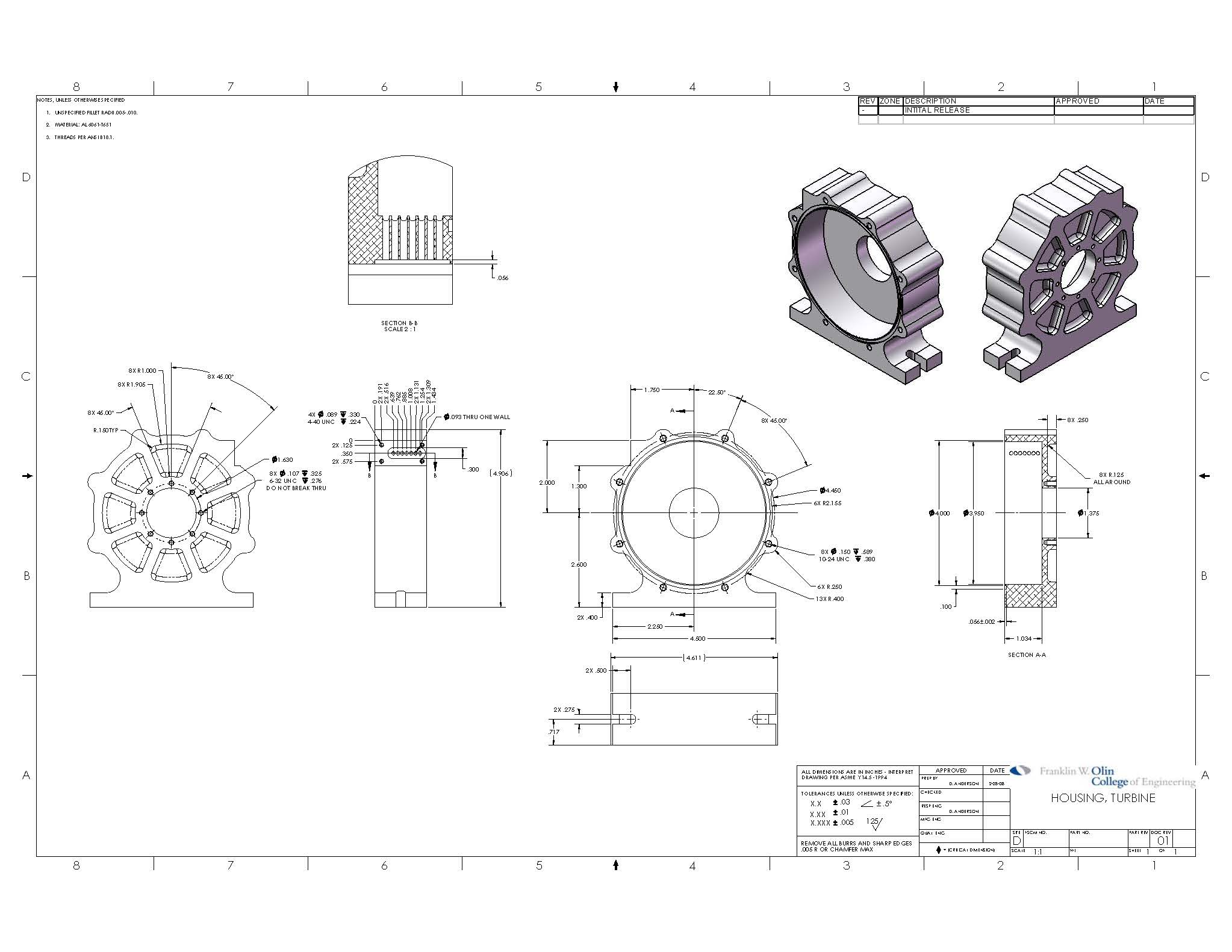
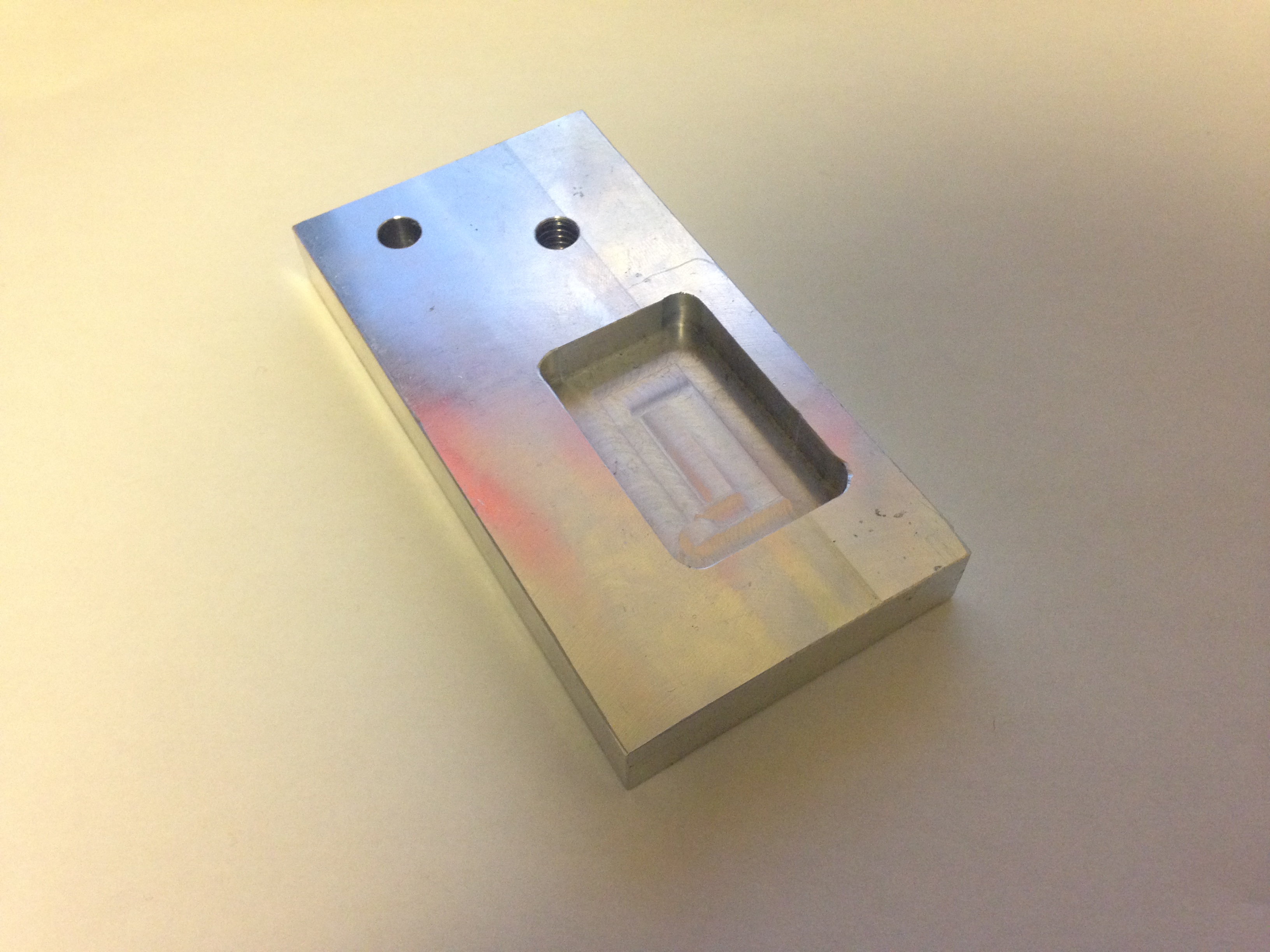
1. Cut 1.75" aluminum bar to 5" x 5.125"
2. Cut corners off as shown .
3. Clamp in vise so at least 1.450" of material is above clamps.
4. Drill 0.5" hole at (2.725", 2.5") from top left corner of stock, set as origin.
5. CNC mill outter profile, large circular pocket, and small circular pocket. Use a 3 flute 3/4" HSS roughing end mill.
6. Finish outter profile, large circular pocket, and small circular pocket with a 3 flute 3/4" HSS end mill.
7. Spot drill perimeter holes with a mill drill.
8. Chamfer all edges with a mill drill.
9. Drill and rollform tap perimeter holes. Be sure to use correct drill for rollform tapping.
10. Mill O-ring groove with 2 flute 3/32" carbide end mill.
Flip piece over
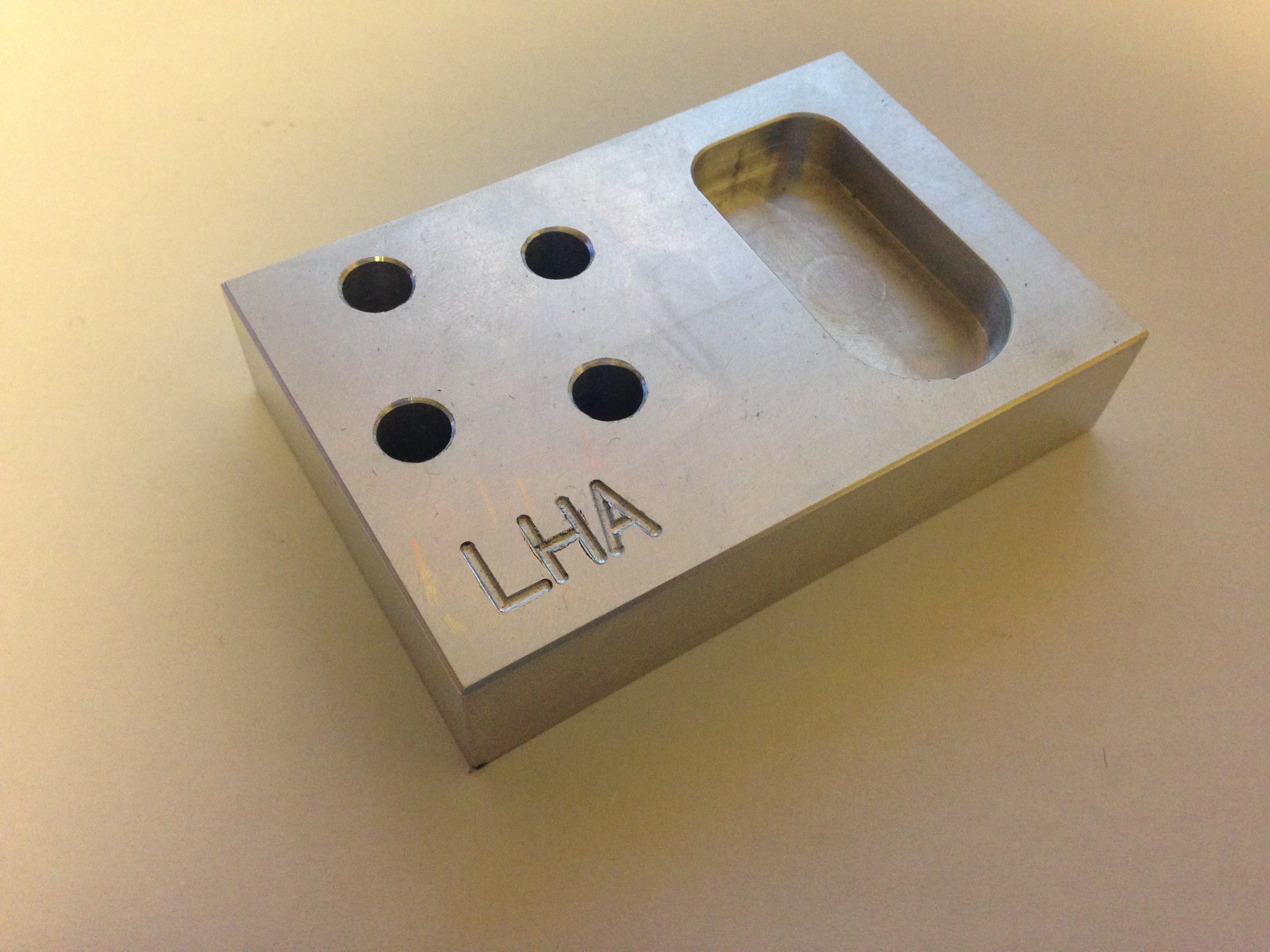
1. Machine piece to correct width. Finishing pass with a face mill.
2. CNC pockets with 2 flute 1/4" end mill.
3. Chamfer all edges with a mill drill.
4. Drill and rollform tap bolt circle. Be sure to use correct drill for rollform tapping.
Turn piece in vise so that the base of the housing is facing up.
1. CNC mounting slots.
Turb piece in vise to the inlet face is turned up.
1. Finish outlet face.
2. Mill inlet pocket.
3. Drill inlet holes.
4. Drill and tap inlet block mounting holes.
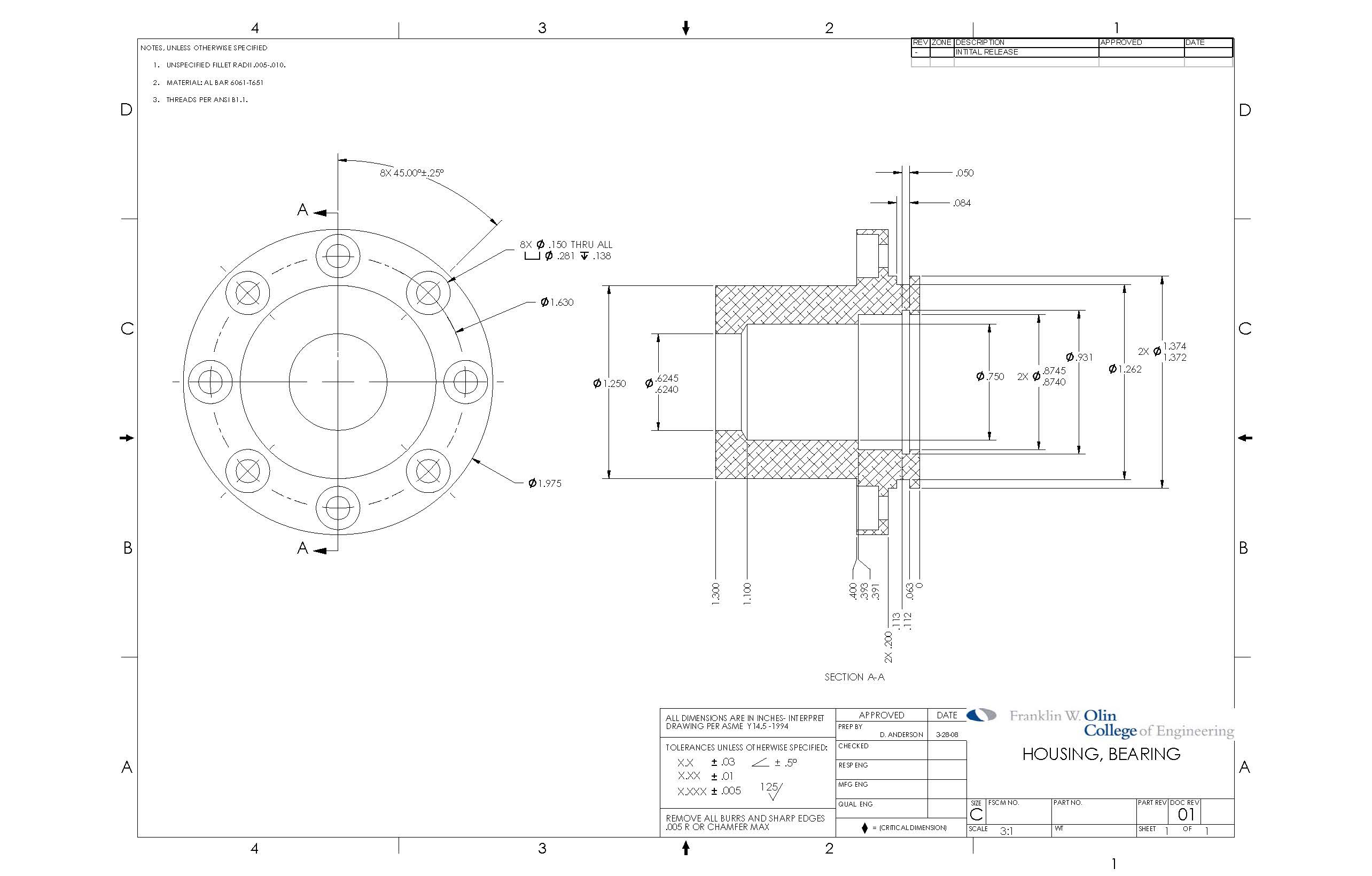
1. Cut 2" long, 2" diameter aluminum stock.
2. Machine pulley from stock first.
3. Rough and finish 1.250" diameter side.
Flip piece around in 3-jaw chuck.
1. Bring piece to proper length.
2. Drill 0.5" hole through entire piece.
3. Drill 0.75" hole to depth shown.
4. Bore 0.8745" diameter hole.
5. Bore 0.6245" diameter hole. Use a precision gauge pin to determine if tolerance is reached.
6. Rough and finish remaining outer profile.
7. Machine external groove.
8. Machine internal groove.
9. Remove tool radius left on profile.
Set in V-blocks on mill and set origin to center of piece.
1. Drill and counterbore the bolt circle.
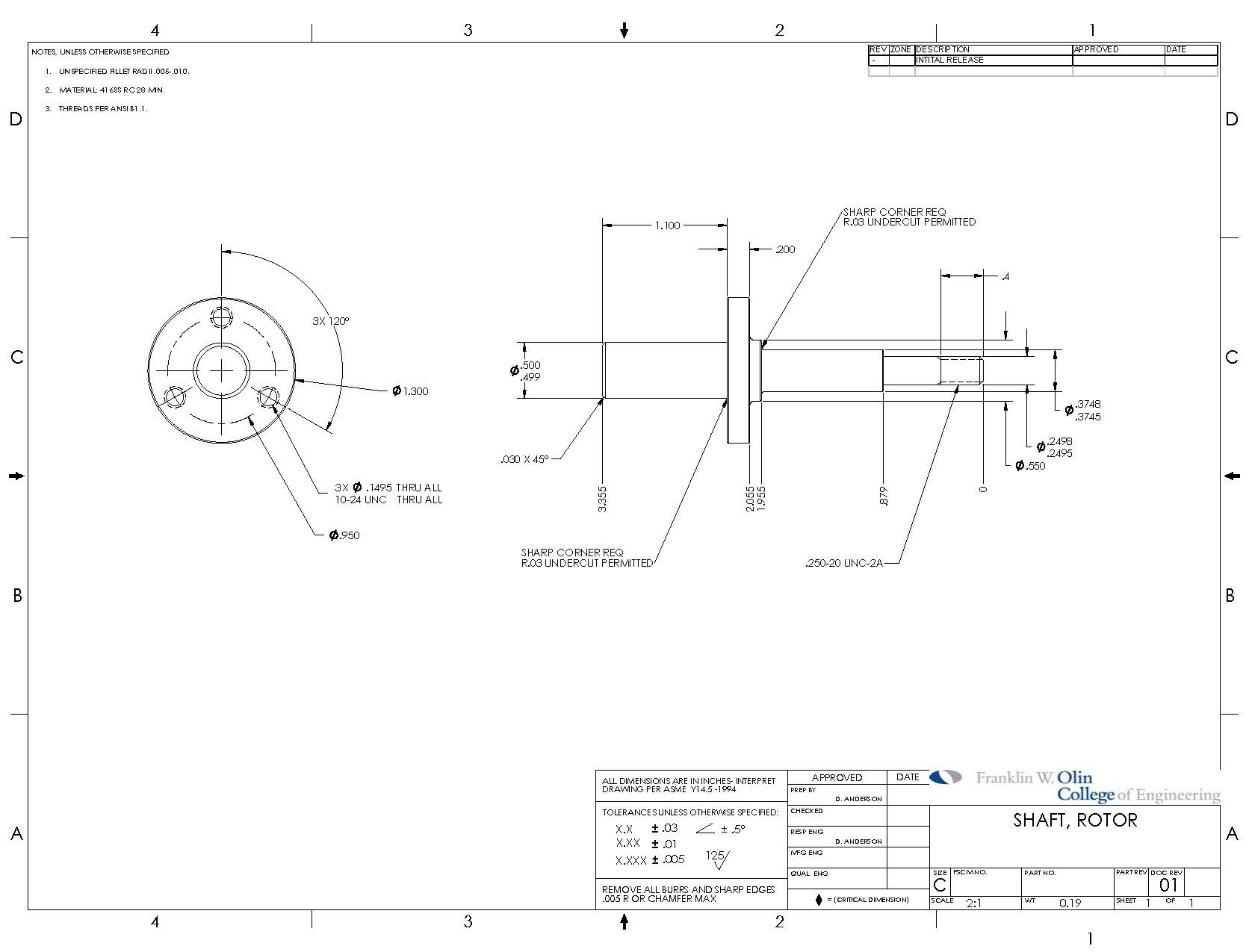
1. Cut 3.6" long piece from 416 1/2 hard stainless steel.
2. Rough and finish 0.500" diameter and 1.300" diameter profiles. Note the 0.001" tolerance.
3. Remove rool radius where specified.
Flip piece around in 3-jaw chuck.
1. Bring piece to proper length.
2. Rough and finish the 0.3748" diameter profile. Note the 0.0003" tolerance. Let the piece cool down to room temperature before taking measurements for final pass.
3. Rough and finish 0.2498" diameter profile. Note the 0.0003" tolerance. Let the piece cool down to room temperature before taking measurements for final pass.
4. Rough and finish the remaining profile.
5. Remove tool radius where specified.
Mount piece in 0.5" collet and collet block and use V-blocks to mount in mill vise.
1. Drill and tap bolt circle.
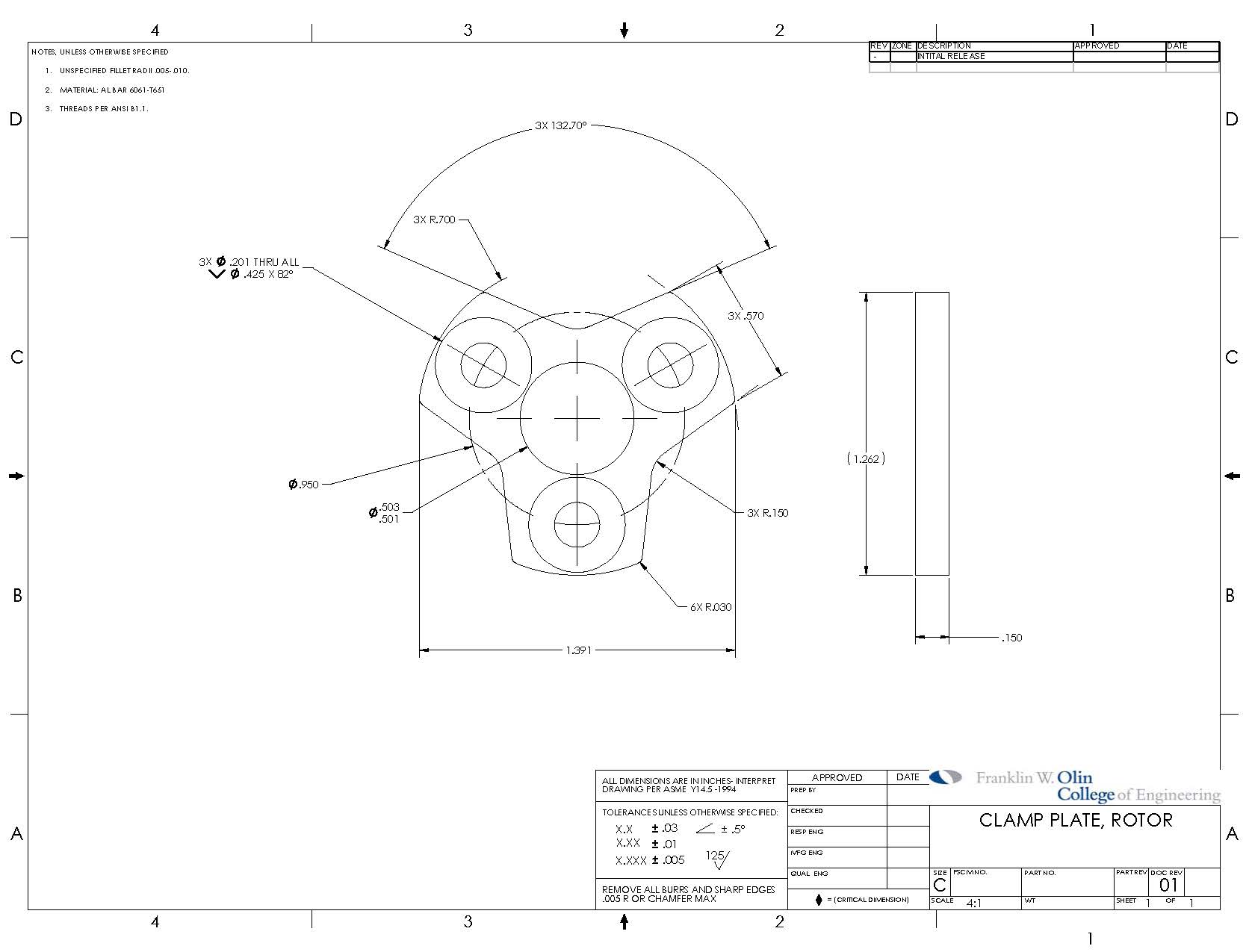
1. Cut 1.5" x 1.5" aluminum stock from 0.150" plate.
2. Face piece to final thickness.
3. Set origin at the center of the piece.
4. Drill outer bolt circle.
5. Countersink outer bolt circle.
6. Drill and ream center 0.501" hole.
Bolt piece to fixture through the countersunk holes.
1. Machine outer profile.